SMT焊接缺陷常见原因
2021年11月15日 14:34 发布者:简单些
在SMT生产过程中,我们都希望从安装过程到焊接过程结束,基板的质量都能处于处于零缺陷状态,但事实上,这是很难实现的。因为SMT生产过程很多,我们不能保证每个过程都不会有一点误差。因此,我们在SMT生产过程中会遇到一些焊接缺陷。这些焊接缺陷通常是由多种原因造成的。对于每个缺陷,我们应该分析其根本原因,以便在消除这些缺陷时实现目标。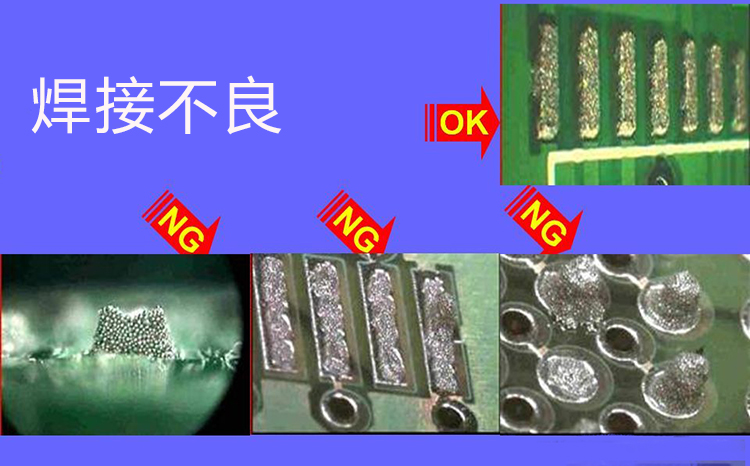 桥接桥接通常发生在引脚密集的集成电路上或间距较小的芯片元件之间。该缺陷是我们检验标准中的主要缺陷,将严重影响产品的电气性能,因此必须予以消除。
桥接桥接通常发生在引脚密集的集成电路上或间距较小的芯片元件之间。该缺陷是我们检验标准中的主要缺陷,将严重影响产品的电气性能,因此必须予以消除。产生桥接的主要原因是由于焊膏过量或焊膏印刷后的错位、塌边。
焊膏过量焊膏过量是由于模板厚度和开口尺寸不当造成的。一般选用0.15mm厚的模板。开口尺寸由最小引脚或片状元件间距决定。
印刷错位印刷引脚间距或片状元件间距小于0.65mm的印制板应采用光学定位,基准点应设置在印制板的对角线上。如果不采用光学定位,定位误差会导致印刷错位,造成桥接。
焊膏塌边
造成焊膏塌边的现象有以下三种
1.印刷塌边
焊膏印刷时边缘塌陷。这与锡膏的特性、模板和印刷参数设置密切相关:锡膏粘度低,保形性不好,印刷后容易塌陷和桥接;如果模板孔壁粗糙不平,印刷锡膏也容易崩边、架桥;刮刀压力过大会对锡膏产生较大的影响,锡膏的形状会受到破坏,边缘塌陷的概率会大大增加。
对策:选择粘度较高的焊膏;采用激光切割模板;降低刮刀压力。
2.贴装时的塌边
当贴片机在贴装SOP、QFP类集成电路时,其贴装压力要设定恰当。压力过大会使焊膏外形变化而发生塌边。
对策:调整贴装压力并设定包含元件本身厚度在内的贴装吸嘴的下降位置。
3.焊接加热时的塌边
焊接加热过程中也会发生边缘塌陷。当印制板组件快速加热时,焊膏中的溶剂成分将挥发。如果挥发速度过快,焊料颗粒将被挤出焊接区域,在加热过程中形成边缘塌陷。
对策:设置适当的焊接温度曲线(温度、时间),并要防止传送带的机械振动。
捷多邦免费打样全面启用TG150板材,放弃低端板材,双面板可指定TG170板材,详情地址:https://www.jdbpcb.com/QB